Laser Plastic Welding
The Principle of Laser Plastic Welding
In laser plastic welding (also known as laser transmission welding), a top part that is transparent to the laser wavelength is combined with a bottom part that absorbs the laser. The laser beam is focused through the laser-transparent part (plastic A) onto the absorbing mating part (plastic B), causing the surface of the latter to melt.
Applying contact pressure to the two halves of the component to be welded creates a material-bonded joint. The plastic is melted only at the point of direct laser exposure and solidifies immediately afterward, so that no molten material is forced out. The process can also be used for large components.
Overview of the Process
Joining parts: Precise laser welding of transparent and absorbing components
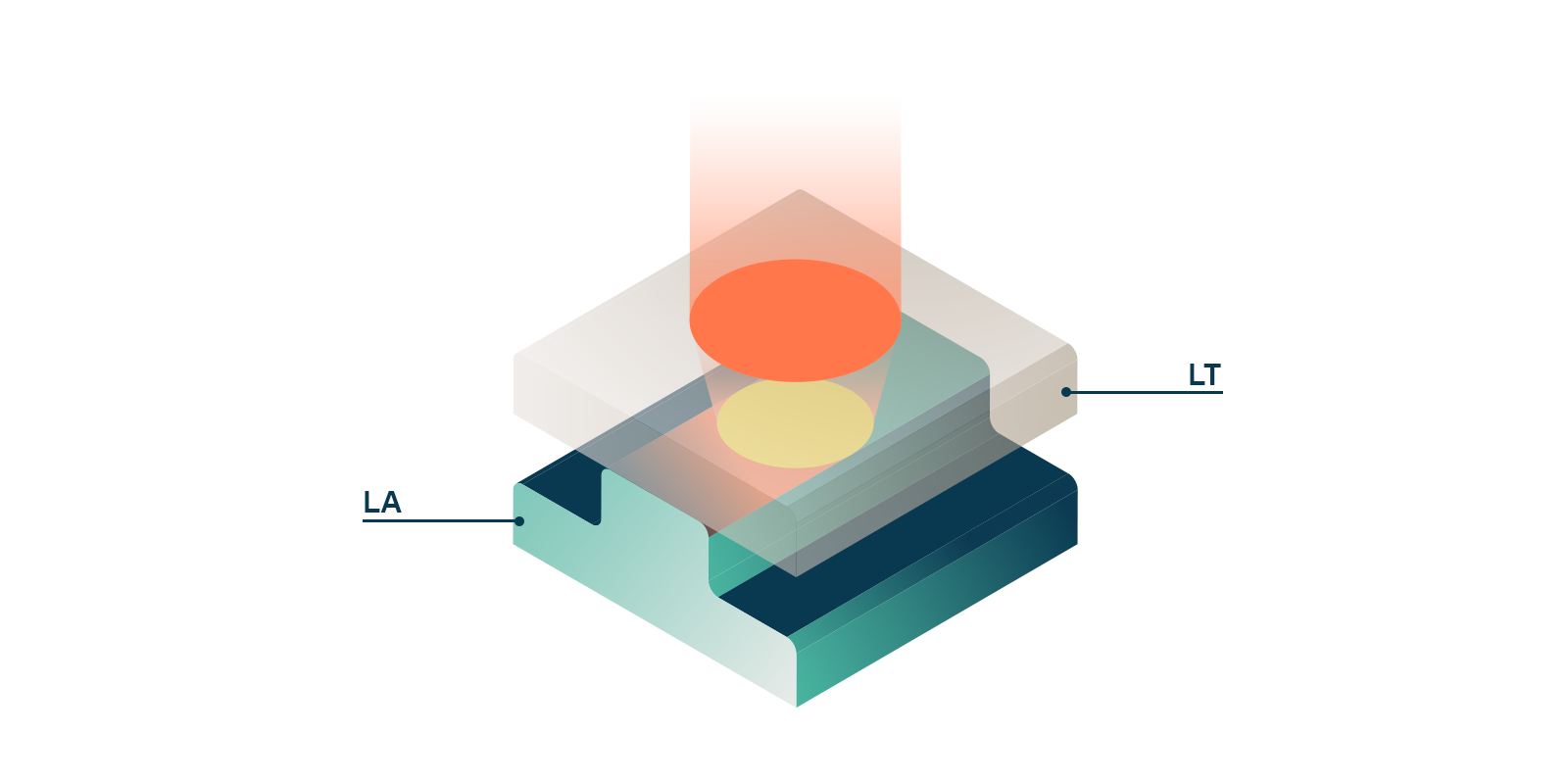
In laser plastic welding, two different joining parts are combined: a transparent joining part (LT) and an absorbing joining part (LA). The transparent part allows the laser energy to pass through, while the absorbing part takes up the energy in a controlled way. The components are pre-assembled and fixed in the required assembly condition.
In an overlap weld, the joining parts are pressed together with defined force. The laser beam passes through the LT part and hits the welding rib on the LA part. The rib is directly melted by the laser. Due to heat transfer, the LT part also melts in the contact zone, creating a strong, tight and durable material bond between the two joining parts.
This principle is suitable for all standard applications – from small to large parts, complex welding geometries and microfluidic components to radial shapes – and offers a precise and reliable joining solution for plastic assemblies.
Transparent joining parts: Precise laser welding without absorbing additives
In this laser plastic welding process, two transparent joining parts (LT1 and LT2) are combined without the use of absorbing additives. The components are pre-assembled and positioned in the defined assembly condition.
In an overlap weld, the transparent joining parts are pressed together with a defined force. The laser energy passes through both parts, a controlled portion of the energy is absorbed in the material and melts both joining partners in the contact zone. The molten material combines and forms a homogeneous, strong weld seam.
This principle is particularly suitable for applications where absorbing additives are not permitted, for example in sensitive, highly regulated or purity-critical plastic assemblies.
Absorbing joining parts: Flexible laser welding for non-transparent materials
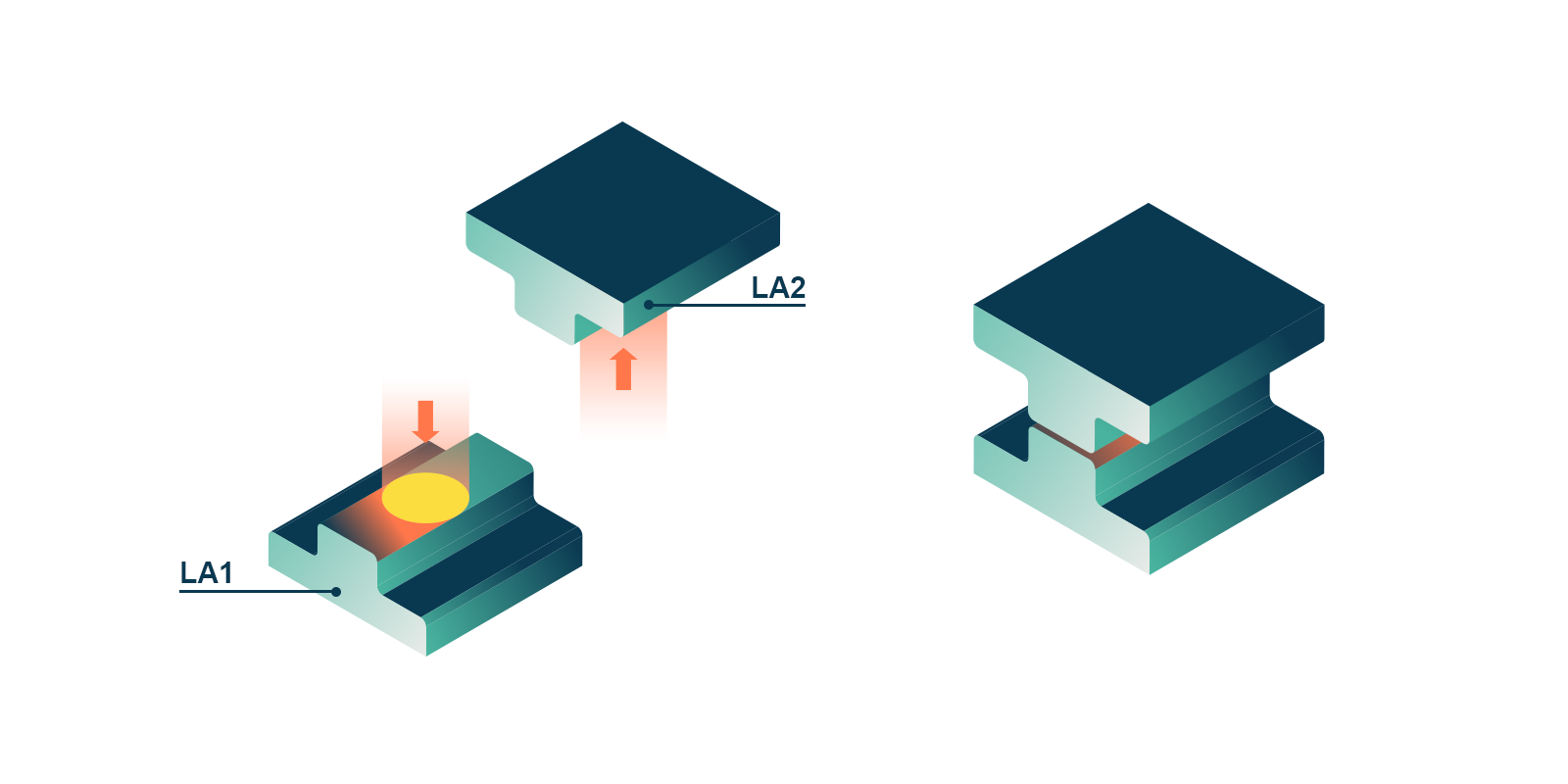
In this process, two absorbing joining parts (LA1 and LA2), each equipped with a welding rib, are positioned in separate nests. The laser energy is applied directly to the welding ribs and melts both ribs in a controlled manner. Once the defined melt state is achieved, the laser is switched off and the joining parts are pressed together with a specified force. In the contact zone, the molten material combines and forms a strong, durable weld.
This principle is particularly suitable for applications where transparent materials cannot be used, for example carbon-fibre-reinforced plastics, as well as for large components, complex welding geometries and the implementation of new material combinations.
Color selection has a direct impact on the feasibility and process window of laser plastic welding. Dark and absorbing color combinations such as unfilled + black or black + black are comparatively easy to weld, as they absorb the laser energy efficiently and create a stable melt layer. With colored parts (colour + black, colour 1 + colour 2 or colour 1 + colour 1), the interaction between pigmentation and laser wavelength becomes more complex and requires adapted process parameters and material selection.
At the upper end of the difficulty scale are transparent + transparent and especially white + white combinations, where absorption is very low and the laser beam largely passes through the material. With its specialized process know-how, suitable laser sources and optimized additives, Evosys reliably realizes all these challenging color combinations in industrial laser plastic welding.
Would you like a personalized consultation?
